 服務熱線:
服務熱線:

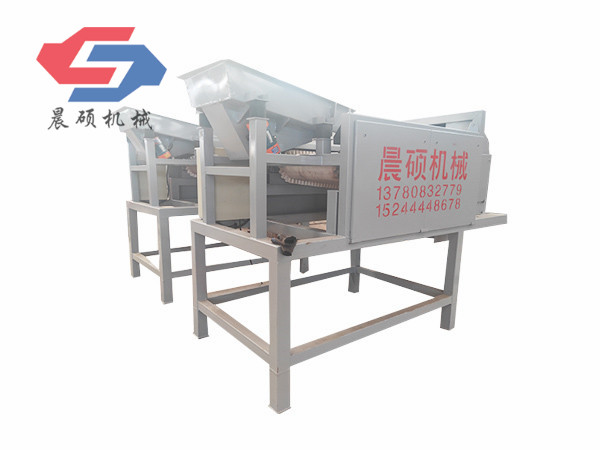






不銹鋼分選機

產品概述
不銹鋼分選機是一種有效的不銹鋼破碎料回收方法。因為是利用噴氣閥噴出的氣體將不銹鋼和有色金屬分選出來的,所以叫不銹鋼分選機。不銹鋼分選機是氣刀分選機的另一個名稱,不銹鋼分選機是一種以電磁探測為基礎的分選方法。電磁探測使用基于電渦流效應的金屬檢測探頭來實現,金屬檢測探頭是一種用于金屬檢測的傳感器,能夠對目標破碎料進行快速識別并將電壓信號傳遞到控制系統;使用皮帶運送破碎料,在分選設備運行前,控制系統需要計算出皮帶速度,根據金屬檢測探頭信號和速度信號,經計算處理后確定分選時間,即噴氣延時,并控制分選機構的電磁閥在合適時間通電,打開閥口噴氣實現分選。分選機構需要配以氣源系統不斷供應壓縮氣體以維持內部氣壓,滿足實際生產中不斷噴氣的要求。
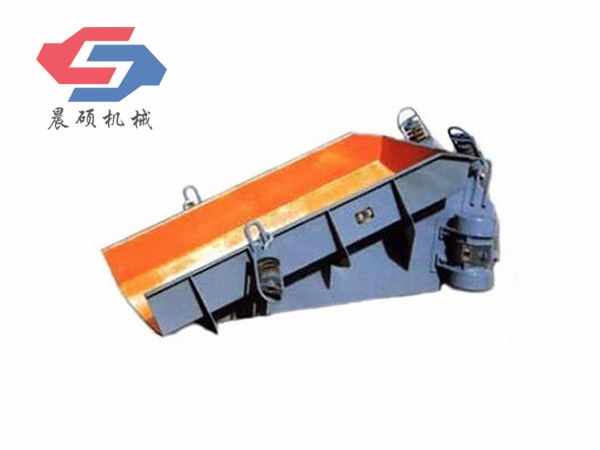
為保證分選動作具有足夠的精度和效率,金屬檢測探頭、控制系統和電磁閥需要滿足快速響應的特性,從測速、識別、信號處理到分選動作的執行,整個過程的時間不應超過 20ms。鑒于金屬檢測探頭的識別和氣刀分選特性,皮帶上的待分選破碎料需要均勻分散,避免因為破碎料重疊造成的誤選現象,因此分選機需要配備相應的振動送料裝置。為實現上述分選功能,分選機需要設置傳動控制裝置、識別及傳感裝置、控制系統、分選機構、氣源系統。
工作原理
根據不銹鋼的物理特性,設計如圖1所示的氣刀分選工藝流程,包括以下步驟:破碎料預處理;破碎料運送和識別;信號采集、傳輸及處理;分選動作指令并執行。

破碎料預處理的主要目的是改善破碎料狀況,以利于檢測和分選,包括破碎料的篩分和振動均勻,用篩網選出符合分選要求尺寸范圍的破碎料。用振動給料機將破碎料振動均勻,使原本堆疊在一起的破碎料分散開來,實現破碎料的單粒化,盡量減少因不銹鋼和非金屬重疊在一起而導致的誤識別、誤分選情況。分選過程中,關鍵在于破碎料的準確識別、分選以及兩者之間的協調配合,采用基于電渦流效應的金屬檢測探頭進行破碎料識別,電磁閥通高壓氣體,閥口開啟時氣流經噴嘴噴出形成氣刀進行分選,PLC 控制識別與分選間的配合。

電機驅動皮帶運轉,經振動給料機振動均勻的破碎料,通過皮帶進行運送,在皮帶下方適當的位置設置有感應臺,包含一定數量的金屬檢測探頭,當不銹鋼破碎料被運送至金屬檢測探頭上方時,即破碎料處于金屬檢測探頭檢測范圍內時,可識別出不銹鋼破碎料,并向控制系統輸入電壓信號。控制系統接收信號進行計算處理,經過一段時間的延時后發出分選動作指令,實現分選。
感應臺中安裝多個金屬檢測探頭,每個金屬檢測探頭的位置固定,其距皮帶末端的距離固定且已知,根據該距離和破碎料運動速度及軌跡,可計算出破碎料到達噴射點的時間,該時刻電磁閥通電,噴氣閥口打開噴出壓縮氣體,不銹鋼破碎料運動軌跡在噴射點發生改變,被噴吹至下方料斗,電磁閥噴氣距破碎料被識別出之間存在時間差,稱為噴氣延時。噴氣裝置配有氣源系統,不斷提供具有一定壓力的潔凈壓縮氣體。需要指出的是,對于不同的皮帶速度和噴嘴位置,破碎料噴射點的位置會產生變動,金屬檢測探頭距噴射點的距離也將變化,可以通過分選動作控制程序來解決這一問題,
功能配置
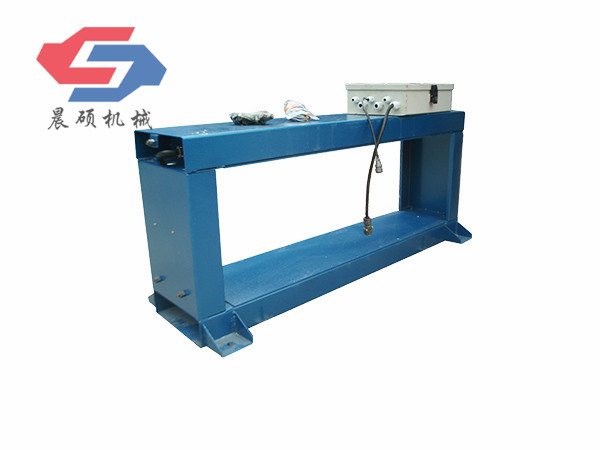
不銹鋼分選機的結構確定為傳動控制裝置、識別及傳感裝置、控制系統、分選機構、氣源系統。包括傳動控制裝置:皮帶、驅動電機、減速器、滾筒等;識別及傳感裝置:金屬檢測探頭及其安裝臺架、速度傳感器;控制系統:PLC 和控制電路;分選機構:電磁閥、閥板、噴嘴、調節機構;氣源系統:空壓機、漸增壓啟動閥、空氣過濾裝置等。各部分通過機架支撐和安裝,利用前后滾筒轉動帶動皮帶運轉,用于運送破碎料,前滾筒為驅動滾筒,驅動電機通過減速器連接在驅動滾筒上,識別裝置安裝在皮帶下方,當破碎料運動至感應區域時,識別裝置可識別出不銹鋼破碎料并向控制系統發出信號,識別裝置設置有高度調節裝置便于安裝拆卸。皮帶速度通過速度傳感器得到,速度傳感器位于前滾筒,通過接收前滾筒的脈沖信號計算得到皮帶速度,即破碎料的運動速度。控制系統的 PLC 及控制電路元件置于單獨的控制柜中,分選機構安裝在前滾筒上前方,設置上下、前后和角度調節機構,用于將識別出的不銹鋼破碎料通過噴氣噴出,實現與非金屬的分離。氣源系統為分選機構提供壓縮氣體用于噴氣,各組件按順序安裝于機架上,識別裝置和分選機構配以線盒、線槽等輔助設施。
產品優勢
1、利用氣源為動力沒有油沒有水分的壓縮空氣,使不銹鋼從廢料中彈出去。性能穩定,故障率低。
2、不銹鋼分選機對需要分選的固廢料的粒度范圍比較大,10-100mm的金屬均可得到分選,且該設備分選效果好,根據不同物料,分選效果在95% 以上。
3、不銹鋼分選機可單獨使用,也可以與已有的流水線進行連接,該設備結構合理、維護方便、故障率低。
歡迎廣大用戶來廠參觀試機。



