 服務熱線:
服務熱線:

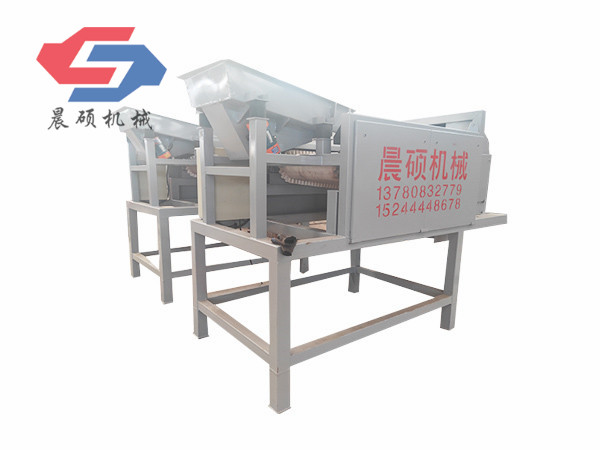






提高除鐵器除鐵效果的方法
除鐵器是一種能產生強大磁場吸引力的 設備,它 的用途是將原料中混雜的鐵質和其他磁性物料去掉,以保證輸送系統中的破碎機、球磨機等機械設備能安全正常的工作。我國除鐵器的除鐵效率普遍不高,有些選廠為了能提高除鐵效率,通常采用2級或3級的除鐵方法,但仍然不能達到選廠所需要求,其主要原因是處在煤底層部的鐵物質受到的電磁力較小,同時還受上層煤的壓力作用,所以除鐵效果不好。
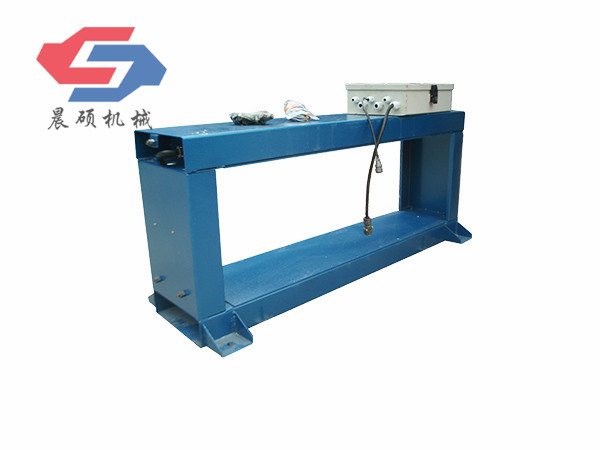
近幾年研發了一種提高除鐵效率的方法,對電磁鐵實施“短時強勵”,即在電磁鐵磁靴前邊、輸送帶的下邊安裝一個傳感器,其目的是是利用傳感器檢測離磁靴最遠、吸引效果最弱之處的磁性物質,然后通過傳感器將檢測到的信號傳遞給強勵整流器,使磁性物質再通過極靴下方時,給磁鐵圈短暫的施加高的供電電壓,從而產生強大的磁力流,讓電磁吸力短時間劇增,這樣便能將埋在深處的磁性物質吸出,之后電壓便重新恢復到平時的供電狀態。傳感器安裝在極靴前方的目的,是為了避開電磁鐵磁場的干擾,一般情況下,鐵物質在煤層上部或中部的時候,不讓傳感器發送有效信號,只有鐵質埋在煤層底部的時候,才可發送有效信號。

傳感器具備以下幾個環節:正常勵磁觸發控制環節 主要是對電磁鐵進行正常的勵磁控制,需具有觸發脈沖移向調節功能,控制主同路的可控硅KP1、KP2,來實現正常的勵磁電流調節。強勵延時控制環節 它是提供從檢測到有鐵物質信號時起,到鐵物質正好運行到電磁鐵極靴前段這段時間進行延時,然后啟動強勵控制信號,啟動強勵觸發環節,在最佳時刻進行強勵,且盡可能減少強勵時間,不錯過捕捉強勵的目的。強勵時間控制環節 主要是控制施加強勵時間的長短,將強勵時間控制在運行前極靴的前段,到運行后極靴的后端這一段時間,可將強勵時間控制在最佳范圍內。強勵觸發控制環節 它主要是在強勵延時、強勵時間的控制下,向強勵主回路的可控硅KP3和KP4適合的發出強勵觸發脈沖,進行強勵。另外,不需要對觸發脈沖進行移向控制,只需將觸發角控制到最小值即可,這樣能夠獲得更大的強勵電流。
